您当前位置:首页 > 家居装修 > 等离子切割机割枪品牌,等离子切割机的常见问题解析
等离子切割机割枪品牌,等离子切割机的常见问题解析
|
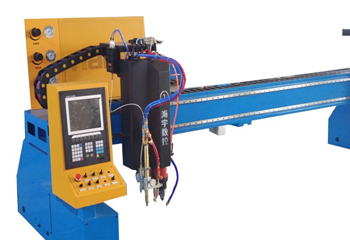
等离子切割机 等离子切割是利用高温等离子电弧的热量使工件切口处的金属部分或局部熔化(和蒸发),并借高速等离子的动量排除熔融金属以形成切口的一种加工方法。 而等离子切割机则配合不同的工作气体可以切割各种氧气切割难以切割的金属,尤其是对于有色金属(不锈钢、碳钢、铝、铜、钛、镍)切割效果更佳;其主要优点在于切割厚度不大的金属的时候,等离子切割速度快,尤其在切割普通碳素钢薄板时,速度可达氧切割法的5~6倍、切割面光洁、热变形小、几乎没有热影响区。 等离子切割机 龙门式切割机 1.工作气压过低 等离子切割机工作时,如工作气压远低于说明书所要求的气压,这意味着等离子弧的喷出速度减弱,输入气流小于所要求的值,此时不能形成高能量、高速度的等离子弧,从而造成切口质量差、切不透、切口积瘤的现象。气压不足的原因有:空压机输入空气不足。切割机空气调节阀调压过低,电磁阀内有油污,气路不通畅等。因此需要从这些方面逐个检查,发现问题及时改善。 2.工作气压过高 若输入空气压力过高,则在形成等离子弧后,过大的气流会吹散集中的弧柱,使弧柱能量分散,减弱了等离子弧的切割强度。产生原因主要是:输入空气调节不当、空气过滤减压阀调节过高或者是空气过滤减压阀失效。 3.电极喷嘴等易损件安装不当 电极喷嘴有螺纹的,需要拧紧到位。因喷嘴安装不当,如丝扣未上紧,涡流环安装不规范,都会造成切割不稳定,易损件过快损坏。 4.输入交流电压过低 调试使用前,检查等离子切割机所接入电网是否有足够的承载能力等离子切割机割枪品牌,电源线规格是否符合要求。等离子切割机安装地点,应远离大型用电设备和经常有电气干扰的地方。 5.地线与工件接触不良 接地是切割前一项必不可少的准备工作。未使用专用的接地工具,工件表面有绝缘物及长期使用老化严重的地线等,都会使地线与工件接触不良。 6.切割速度和割枪夹持的垂直度 切割速度的快与慢,应当根据切割不同的材质和厚度,电流大小相符合。过快或者过慢,都会造成切割面不平,上下沿挂渣。割枪夹持不垂直,喷出的等离子弧也是斜着喷出,也会造成切割面有斜度。 |
相关阅读
 /a>
/a>2025-02-25 12:18:54
 /a>
/a>2025-02-25 12:18:42
 /a>
/a>2025-02-25 11:23:49
 /a>
/a>2025-02-25 11:23:33
 /a>
/a>2025-02-25 11:23:19
 /a>
/a>2024-12-01 17:32:30
 /a>
/a>2024-12-01 17:28:52
 /a>
/a>2024-12-01 17:28:35
最新文章
- 沙发在风管机下面好吗,客厅空调选择指南:壁挂、柜机、中央空调优缺点对比
- 家用玻璃隔断安装方法,隔断设计与安装注意事项:打造完美空间的关键步骤
- 衣柜翻新贴纸粘上还能撕下来吗,17款优质自粘墙贴推荐
- 卫生间窗户贴膜好吗还是装百叶窗好,最佳材质与款式推荐
- 露天阳台地面铺塑料格图片,楼顶露台地砖选择指南:耐用美观的铺装材料推荐
- 基础梁和柱子连接方法,看了这些图,柱的钢筋平法再也不发愁了
- 农村二层小别墅设计平面图,2 款经典两层农村小别墅设计图纸
- 窗帘价格是怎么计算方法,窗帘面料计算方法超级实用
- 客厅风管机吊顶效果图,中央空调VS风管机,看完你就知道怎么选
- 窗帘价格是怎么计算方法,窗帘面料计算方法超级实用
热点图文


精选阅读
热门标签
 (24小时内及时处理)
(24小时内及时处理)